1. Resistance welding
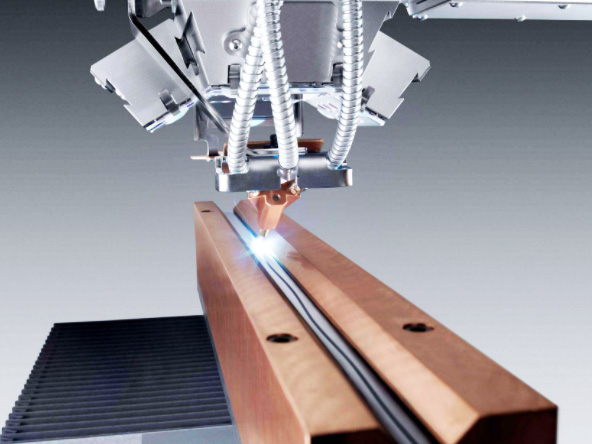
It is used for welding thin metal products, clamping the surface of the welded workpiece between two electrical levels and melting it according to the large current, that is, welding is performed based on the heating of the product workpiece resistor. The product workpiece is prone to deformation, and resistance welding is carried out on both sides of the connection head, while automatic laser welding is only carried out on one side. Resistance welding commonly uses electrical grade and requires frequent maintenance to eliminate metal oxides and metal materials adhered to the product workpiece. Automatic laser welding of thin metal materials does not touch the product workpiece when overlapping the steel bar connection head. Secondly, the light can also enter areas that cannot be welded by basic welding, and the welding speed is fast.
2. Argon arc welding
Automatic laser welding machines are commonly used to weld thin product workpieces without consuming electricity or maintaining steam, but the welding speed is relatively slow and the hot bonding is much larger than laser welding, which can easily cause deformation.
3. Plasma arc welding
Similar to argon arc, but its welding torch causes a reduction in arc size to enhance arc softness and energy ratio. It is faster than argon arc welding but inferior to laser welding.
4. Electron beam welding
It relies on a beam of accelerated high-energy relative density electrons to collide with the product workpiece. The key defect of electron beam welding is the need for high vacuum to avoid electron scattering. The machine equipment is complex, and the specifications and appearance of the welded parts are limited by the vacuum system. The installation quality of the butt welded parts is strictly regulated, and non vacuum pump electron beam welding can also be performed, but the focusing point is not very good due to electron scattering, which can harm the actual effect. Electron beam welding also faces challenges such as magnetic displacement and X-ray interference, as electronic devices can be affected by electromagnetic field displacement due to induced electrification. Therefore, it is stipulated that the workpiece of electron beam welding products should be welded to the magnetic field to solve the problem. Laser welding does not require a vacuum system or demagnetization before welding the product workpiece. It can be carried out in the air, so it can be operated in the production line network and can also weld permanent magnet materials.
The above is the main content of the welding methods of automatic laser welding machines. I believe everyone has a new understanding of the welding methods of automatic laser welding machines. Choosing the appropriate welding method is very important, everyone needs to pay more attention!







![[x]](/template/default/img/closeicon1.png)

