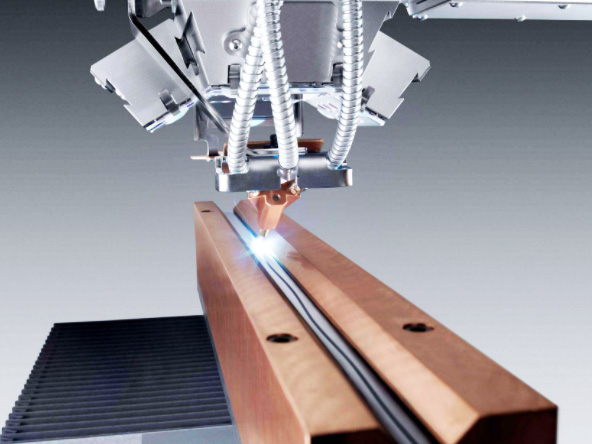
1. High subconscious grip and high heat transfer on the surface of aluminum alloy profiles
This characteristic can be expressed by the external economic structure of aluminum alloy profiles. Due to the relatively high density of free electrons in aluminum alloy profiles, the free electrons are forced to vibrate by the laser (obvious radio waves), causing secondary radio waves, resulting in obvious reflection surface waves and poor scattering waves. Therefore, the surface of aluminum alloy profiles has high transmittance and low digestibility to laser equipment. The Brownian motion of free electrons is stimulated and becomes increasingly intense, so aluminum alloy profiles also have high heat transfer properties.
Many countries around the world have conducted scientific research on the high subconscious grip of aluminum alloy profiles on lasers, and experiments have concluded that moderate surface normalization treatments such as sandblasting, sandpaper polishing, surface organic chemical corrosion, surface coating, high-purity graphite coating, and air oxidation in gas furnaces can reduce the reflection surface of light and reasonably expand the digestion and absorption of light kinetic energy by aluminum alloy profiles. On the other hand, from the perspective of the overall design of electric welding, manually serving holes on the surface of aluminum alloy profiles or using a light dust collector to connect the joints, opening V-shaped welds or using splicing (splicing gaps equal to manually serving holes) can improve the digestion and absorption of laser by aluminum alloy profiles and achieve a large penetration depth. Another approach is to utilize effective design concepts to enhance the absorption and digestion of laser kinetic energy by the surface layer of aluminum alloy profiles through welding gaps.
2. The harm of small circular hole efficiency and plasma technology to aluminum alloy profile metal laser welding machine
In the entire process of metal laser welding machine for aluminum alloy profiles, the appearance of small circular holes can further improve the digestion rate of raw materials to the laser. Welding can obtain a large amount of kinetic energy, while Mg, Zn, and Li in aluminum raw materials and aluminum alloy profiles have low melting points, are easily volatile, and have high saturation vapor pressure. Although this is conducive to the generation of small circular holes, the water cooling effect of plasma technology (the shielding and digestion absorption of kinetic energy by plasma technology, reducing the kinetic energy input of the laser to the butt weld) promotes the "overheating" of plasma technology itself, but hinders the continuous existence of small circular holes, which is very likely to cause casting defects such as air vents, thereby endangering the physical properties of welding and joint formation. Therefore, the induction and stabilization of small circular holes ensure the safety of welding. One of the top priorities for the quality of metal laser welding machines.
Due to the high subconscious grip and high heat transfer of aluminum alloy profiles, a higher specific energy of the laser is required to induce the formation of small circular holes. Because the height of the energy threshold is essentially controlled by its alloy composition, it is possible to select a clear laser output power to ensure a suitable heat input based on the main parameters of the controlled processing technology, in order to achieve a smooth welding process. On the other hand, there is a risk of maintaining the type of gas beyond the energy threshold. For example, when using N2 gas in a metal laser welding machine for aluminum alloy profiles, it is relatively easy to induce small circular holes, while using He gas cannot induce small circular holes. This is due to the chemical reaction that can occur between N2 and Al, resulting in the conversion of Al-N-O three chemical substances, which enhances the laser digestion rate.
3. Difficulty with vent holes
Different types of aluminum alloy profiles result in different types of air vents. It is generally believed that aluminum alloy profiles cause the following types of air vents during the entire welding process.
3.1 Radon stomata. After melting in a natural environment with hydrogen, the hydrogen content inside aluminum alloy profiles can exceed about 0.69ml/100g. But after condensation, the maximum hydrogen solubility capacity under equilibrium conditions can only reach 0.036ml/100g, which is nearly 20 times higher than the two. Therefore, during the entire process of transitioning from liquid to solid-state drive, unnecessary radon gas in liquid aluminum must dissolve. If the dissolved hydrogen cannot be released satisfactorily, it will accumulate into residual bubbles in the aluminum alloy profile of the solid-state drive and become air vents.
3.2. Maintain the air outlet caused by the steam body. During the entire process of aluminum alloy profiles in general metal laser welding machines, due to the significant volatilization of the metal material at the forefront of the small circular hole at the bottom of the solution pool, the maintenance vapor is rolled into the solution pool and generates bubbles. When the bubbles cannot escape in time and remain in the aluminum alloy profile of the solid-state drive, they become air vents.
3.3. Outlet holes caused by collapse of small circular holes. During the entire process of metal laser welding machine, when the interfacial tension exceeds the steam working pressure, the small circular hole cannot remain stable and collapses, and the metal material cannot be filled in time to produce holes. There are also many specific measures to reduce or prevent the disadvantages of air vents in aluminum alloy profile metal laser welding machines, such as adjusting the output power waveform of the laser, reducing the unstable collapse of small circular holes, changing the aspect ratio and skewed direct light of the light focus, releasing the magnetic induction field effect during the entire welding process, and carrying out welding in vacuum pumps. In recent years, there have been new processing techniques that use wire filling or pre-set alloy powder, composite hot springs, and dual focusing technology to reduce the occurrence of porosity, which have achieved very good practical results.
4. Crack problem
Aluminum alloy profiles belong to typical eutectic aluminum alloys, which are more prone to thermal cracking under rapid solidification in metal laser welding machines. The formation of low melting point eutectic such as AL Si or Mg Si at the columnar crystal boundary during welding of metal material crystals is the cause of cracking. To reduce thermal cracking, metal laser welding machines can be carried out using methods such as wire filling or pre-set alloy powder. By adjusting the laser waveform and manipulating thermal bonding, crystal cracking can also be reduced.







![[x]](/template/default/img/closeicon1.png)

